 RU
RU
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体

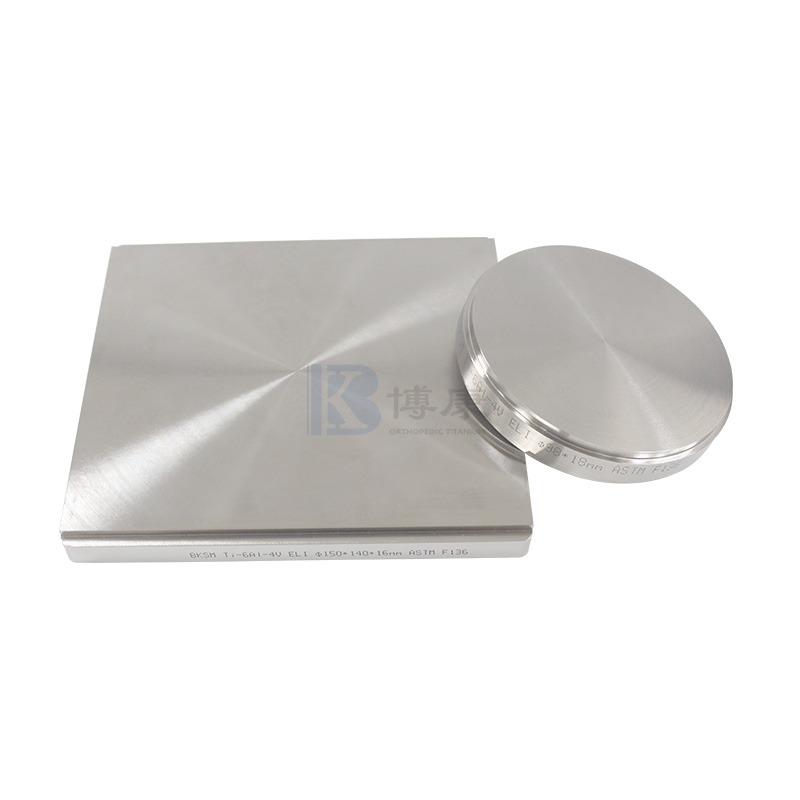







Домой / Новости / Новости отрасли / Какие соображения по механической обработке применимы при изготовлении листового титана?
 Задайте нам вопрос
Задайте нам вопрос Задайте нам вопрос
Задайте нам вопрос
Авторские права © 2024 Changzhou Bokang Special Material Technology Co., Ltd. (RU) Все права защищены.
Изготовители круглых прутков из чистого титана на заказ Конфиденциальность

