Какие этапы включает процесс прокатки титановых пластин (например, начальную прокатку, горячую прокатку, холодную прокатку и т. д.)? Какой тип прокатного стана используется? Как контролировать температуру прокатки и обжатия, чтобы обеспечить однородную микроструктуру и производительность листа?
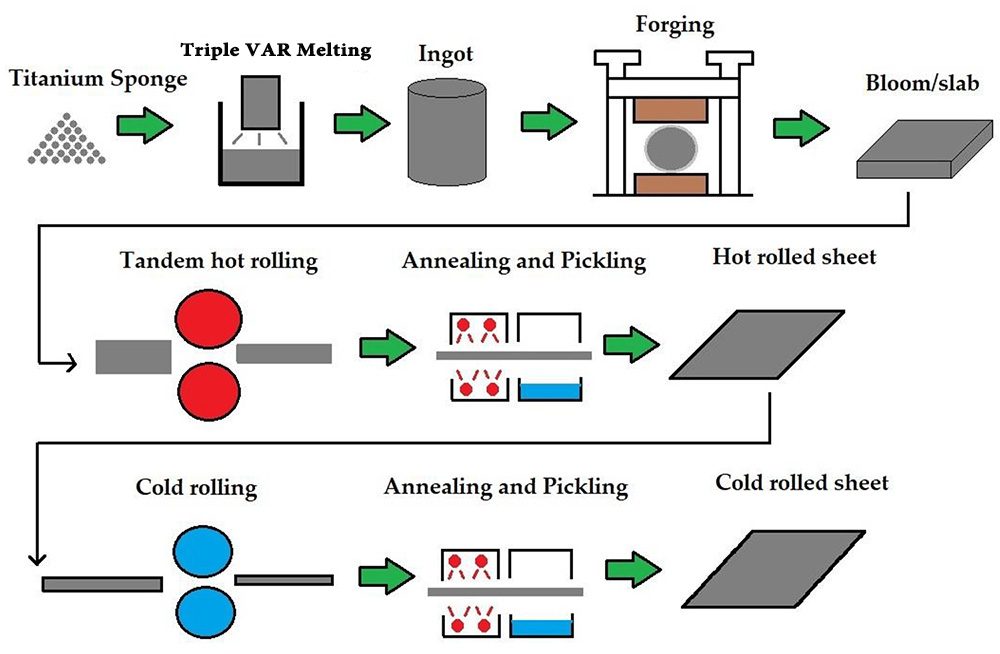
Прокатка титана и пластины из титанового сплава представляет собой сложный процесс, который объединяет материаловедение, механический контроль и оптимизацию процесса. Технологический процесс можно разделить на три основных этапа: начальная прокатка, горячая прокатка и холодная прокатка. Каждый этап соответствует конкретному прокатному оборудованию и параметрам процесса.
(1) Начальная стадия прокатки
Для первичной прокатки обычно используют двухвалковый реверсивный прокатный стан. Его основная задача – разрушить столбчатую кристаллическую структуру слитка титанового сплава и добиться начальной пластической деформации. На этом этапе необходимо строго контролировать температуру нагрева слитка (обычно на 30-50℃ выше области β-фазы), а дефекты отливки устранять путем многократных проходов малодеформационной прокатки (обжатие за проход ≤15%). Компания Changzhou Bokang Special Material Technology Co., Ltd. значительно улучшила однородность микроструктуры на начальном этапе прокатки за счет оптимизации процесса гомогенизации слитков и сочетания численного моделирования для прогнозирования сопротивления деформации.
(2) Этап горячей прокатки
Для горячей прокатки используется четырехвалковый необратимый прокатный стан или универсальный прокатный стан для выполнения обработки с большой деформацией в двухфазной области α β. На этом этапе зерна измельчаются путем динамической рекристаллизации, и конечную температуру прокатки (обычно не менее 850 ℃) необходимо контролировать, чтобы обеспечить пластичность материала. Нагревательная печь коробчатого типа используется в сочетании с системой компенсации индукционного нагрева для достижения точности температуры ± 10 ℃. Распределение обжатия при горячей прокатке соответствует принципу «пирамиды», то есть в первых нескольких проходах используется обжатие на 20-25%, а в последующих проходах постепенно увеличивается до 35-40% в сочетании с быстрым процессом водяного охлаждения между проходами, чтобы эффективно избежать чрезмерного роста зерна.
(3) Этап холодной прокатки
Холодную прокатку осуществляют на четырехвалковом или шестивалковом стане холодной прокатки, главным образом, для улучшения качества поверхности и точности размеров листа. Необходимо использовать несколько проходов прокатки с малой деформацией (обжатие за один проход ≤10%) в сочетании с процессом промежуточного отжига, при этом совокупная деформация может достигать более 80%. Компания Changzhou Bokang увеличила точность контроля формы пластины до ±5 мкм, внедрив технологию крестообразных роликов. Шероховатость поверхности титановых пластин медицинского назначения, которые она производит, составляет Ra≤0,2 мкм, что соответствует лидирующему международному уровню.
Выбор титанового прокатного оборудования напрямую влияет на качество конечного листа и должен быть спроектирован в соответствии с характеристиками материала:
(1) Выбор типа прокатного стана
Стан первичной прокатки: используется двухвалковый реверсивный прокатный стан закрытого типа, оснащенный гидравлической системой AGC (автоматического контроля толщины), а соотношение диаметров валков контролируется в пределах 1,8-2,2 для оптимизации условий прикуса.
Стан горячей прокатки: используется четырехвалковый нереверсивный прокатный стан с диаметром рабочих валков 350-400 мм и диаметром опорных валков 1400-1600 мм, оснащенный системой гибочных валков и устройством смещения валков, точность контроля формы листа достигает ±15I.
Стан холодной прокатки: используется шестивалковый прокатный стан с комбинированной системой валков UC/VC, ход осевого смещения промежуточного валка составляет ±150 мм, а для обеспечения управления с обратной связью используются лазерный измеритель скорости и толщиномер.
(2) Оптимизация материала системы валков
Рабочий валок изготовлен из высокохромистого сплава на основе железа (Cr12MoV), а на поверхность напылено композитное покрытие CrN/Al2O3 твердостью более HV1200, которое эффективно противостоит прилипанию титана. В опорном ролике используется технология центробежного литья из охлажденного чугуна с бесконечным охлаждением, а разница градиента твердости поверхности ролика контролируется в пределах HS15, чтобы обеспечить стабильность формы ролика.
Точный контроль температуры и деформации является ключом к обеспечению однородности структуры и характеристик титановой пластины, поэтому необходимо создать многопараметрическую модель управления соединением.
(1) Система контроля температуры
Процесс нагрева: используется трехступенчатая система нагрева (секция предварительного нагрева 600–700 ℃/секция изоляции 850–950 ℃/секция нагрева 900–980 ℃), а для мониторинга температуры в режиме реального времени используется инфракрасный термометр.
Контроль температуры процесса прокатки: на этапе чистовой прокатки используется система распыления валков (точность регулирования объема воды ± 0,5 л/мин), а также система компенсации сопротивления нагрева для контроля колебаний температуры прокатываемой детали в пределах ± 20 ℃.
Окончательное управление температурой прокатки: распределение температурного поля прогнозируется с помощью конечно-элементного моделирования, а также создается модель времени ожидания температуры между проходами для обеспечения температуры прокатываемой детали. Убедитесь, что конечная температура прокатки не менее чем на 50 ℃ ниже точки фазового превращения.
(2) Алгоритм оптимизации приведения
Распределение многопроходного обжатия: на основе модели наклепа материала генетический алгоритм используется для оптимизации распределения обжатия в каждом проходе, чтобы гарантировать, что деформация каждого прохода является «параболической».
Динамическая регулировка уменьшения: сила прокатки контролируется в режиме реального времени с помощью манометра, а алгоритм нечеткого ПИД-регулирования используется для автоматической регулировки уменьшения для компенсации отскока межвалкового зазора (точность компенсации ±0,02 мм).
Контроль предельной деформации: установите критерий критического обжатия (ε_c=0,6σ_s/K), где K — коэффициент закалки обработки материала, убедитесь, что обжатие за один проход не превышает 85 % критического значения.
(3) Меры по обеспечению единообразия конструкции
Контроль размера зерна: контролируйте объемную долю динамической рекристаллизации с помощью параметра Z (Z=ε·exp(Q/RT)) и поддерживайте значение Z в пределах 10–15 для получения однородных равноосных зерен.
Оптимизация текстуры: используйте процесс поперечной прокатки (поворот листа на 45° за проход) в сочетании с технологией асинхронной прокатки (разница в скорости линии между верхними и нижними роликами составляет 10–15%), чтобы эффективно ослабить текстуру базовой поверхности.
Контроль остаточного напряжения: благодаря процессу поочередной прокатки растягивающего и сжимающего напряжений в сочетании с обработкой релаксации напряжения во время отжига контролируется остаточное напряжение в пределах ± 20 МПа.
Процесс прокатки титановых пластин требует создания сети полного контроля качества. Чанчжоу Бокан прошел сертификацию системы ISO9001/ISO13485 и создал трехуровневую систему контроля качества: «проверка сырья, мониторинг процесса и тестирование готовой продукции»:
Онлайн-обнаружение: оснащен измерителем формы пластины, толщиномером, детектором поверхности для обеспечения онлайн-контроля допуска по толщине ± 0,02 мм и допуска по форме пластины ± 8I.
Обнаружение организации: технология EBSD используется для анализа ориентации зерна, чтобы гарантировать, что размер зерна по стандарту ASTM Grade 8 имеет точное соотношение ≥90%.
Проверка эксплуатационных характеристик: Механические свойства проверяются испытаниями на растяжение, ударными испытаниями и испытаниями на коррозию. Предел прочности титановой пластины медицинского назначения составляет ≥850 МПа, а удлинение составляет ≥18%, что соответствует стандарту ASTM F136.
Неразрушающий контроль: технология ультразвуковой фазированной решетки используется для обнаружения внутренних дефектов, что обеспечивает 100% точность обнаружения дефектов.
В настоящее время технология прокатки титановых пластин демонстрирует три основные тенденции развития:
Интеллектуальная прокатка: виртуальная модель прокатки создается с помощью технологии цифровых двойников для онлайн-оптимизации параметров процесса;
Технология формования почти чистой: разработка технологии непрерывной прокатки ультратонких титановых пластин для обеспечения непрерывного производства ультратонких пластин толщиной 0,016 дюйма;
Экологичная технология производства: технология электропластической прокатки (EPR) используется для снижения температуры прокатки на 30-50°C и снижения энергопотребления.
 Задайте нам вопрос
Задайте нам вопрос
 RU
RU
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体